
Smart factories are the key for manufacturing enterprises to shorten the time to bring products to market, save operating resources, simultaneously improve the competitiveness in the market and minimize the future disruptions.
In the second half of the 20th century, the Industrial Revolution 3.0 began to take shape in the period of the great development of computer technology or logic controller chips. This period was also known as the Digital Revolution when people could control the machinery system of an entire production line through just one central control room. The accuracy and complexity of machines were also improving with achievements like CNC cutting machines, but in general, machines were still dependent on human input data even though they had been automated. On the automation platform of Industrial Revolution 3.0, Industry 4.0 ushers in an era of connected, enabled and controlled production lines, intelligent machines and devices that minimize human participation.
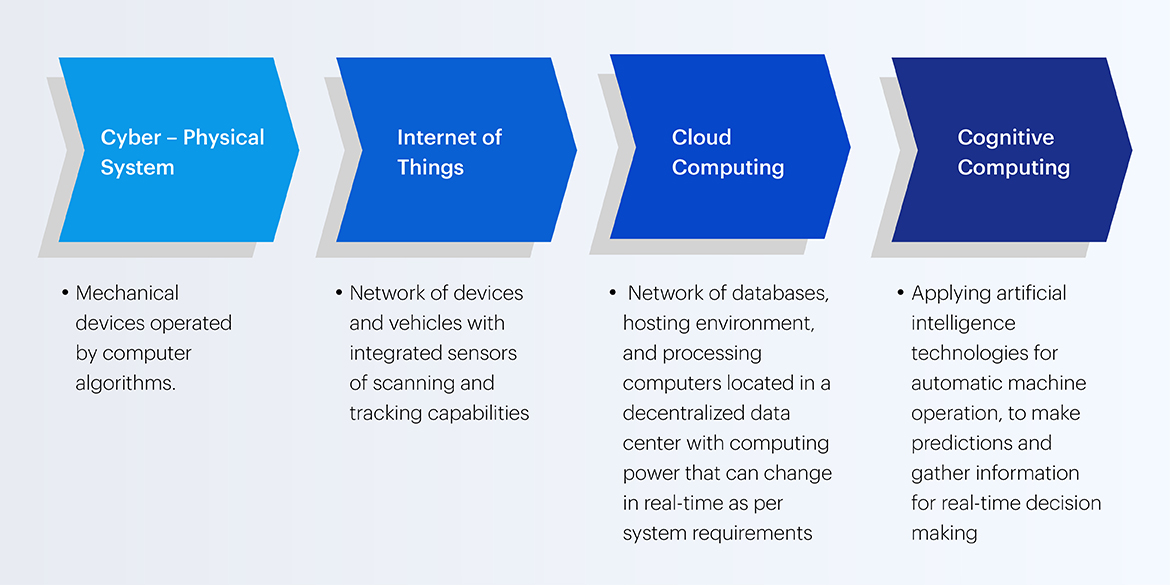
To achieve that state, there are 4 foundational platform technologies to mention as follows:
The combination of the aforementioned technologies has realized the vision of a smart factory scheme. According to studies in 2019, the application of smart factories has increased worker productivity by 12% on average, 11% in factory efficiency, and 10% of total output (1). Or typically, as predicted by Forbes (2), artificial intelligence may have the ability to increase profits by up to 38% for the manufacturing industry by 2035. This also means that the demand for labor might begin to slow down while it has been growing at an average of 1% per year for the past 10 years (1).
However, human interaction might still play an irreplaceable role in coming up with new ideas about products and procedures. Therefore, smart factory initiatives have always revolved around a people-centric approach to support and improve operational productivity.
Some typical case studies of smart factories

Black & Decker is the world’s leading manufacturer of equipment tools such as drills and electrical cutters. With the goal of increasing controllability and reducing the complexity of processes in the factory in Reynosa, Mexico, Black & Decker combined real-time location tracking solutions and IoT sensors to track the raw materials processing in the factory as well as the next stages until finished products. As a result, factory management can easily manage lines to make real-time decisions about production speed as well as monitor worker productivity or reduce effort spent on controlling the input or quality of the finished product. Black & Decker’s Reynosa factory is estimated to have recorded a 10% increase in labor and material efficiency as well as a 16% reduction in the amount of defective goods that final quality control has to deal with (3).

Ericsson, the world’s leading telecommunications equipment group, is one of the pioneers in smart factory deployment. To serve the management of a large number of lines with many Stock Keeping Units (SKUs), Ericsson has implemented a smart factory solution package that integrates advanced technologies into many stages of its production, i.e., IoT systems that monitor vital tools such as firefighting, labor productivity of each worker, air indicators in the factory or automation of the alignment process of precision screwdrivers. After only one year of implementation, some Ericsson factories have achieved 50% ROI (4).
Reference sources:
(1) Forbes. Arl Intelligence Will Enable 38% Profit Gains By 2035
(2) Deloitte Insights. Driving value with smart factory technologies
(3) Enterpriseiotinsights. Three smart manufacturing case studies
(4) GSMA. 2018. Industrial IoT Case Study Ericsson Smart Factory


